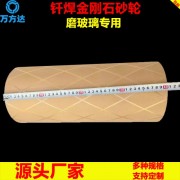




由于金刚石磨料所具有的特性(硬度高、抗压强度高、耐磨性好),使金刚石磨具在磨削加工中成为磨削硬脆材料及硬质合金的理想工具,不但效率高、精度高,而且粗糙度好、磨具消耗少、使用寿命长,同时还可改善劳动条件。因此广泛用于普通磨具难于加工的低铁含量的金属及非金属硬脆材料,如硬质合金、高铝瓷、光学玻璃、玛瑙宝石、半导体材料、磁材、石材等。
金刚石砂轮按磨削方式可分为:磨钻石用金刚石砂轮;磨硬质合金用金刚石砂轮(金刚石刀磨砂轮);磨金刚石复合片用金刚石砂轮;无芯磨床用无心磨金刚石砂轮;磨陶瓷制品用金刚石砂轮;切割用金刚石砂轮(也被称为金刚石切割片);金刚石锯片。
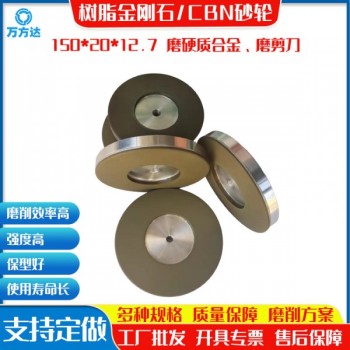
金刚石砂轮按外观或形状可分为:平行砂轮;筒形砂轮;杯形砂轮;碗形砂轮;碟形砂轮;磨边砂轮;磨盘等。
金刚石砂轮的结合剂有树脂、金属、陶瓷、电镀和钎焊等。而根据实际使用情况,选择不同结合剂的金刚石砂轮,对磨削效率,磨削质量都是至关重要的。金属结合剂砂轮用于切入磨削、光学曲线磨庆的成形磨、刃磨单刃刀具、磨削小钻头的螺旋槽,也适用于电解磨削;树脂结合剂砂轮主要用于刃磨刀量具、磨也、外圆磨及平面磨;电镀砂轮适于高速精磨和成形磨,也适于孔的高效磨削(温磨)和在坐标磨床上使用;陶瓷结合剂砂轮的磨削效率高,形状保持好,耐用度高,易于修整,金刚石砂轮使用寿命长,并因陶瓷结合剂本身有良好的化学稳定性,耐热、耐酸碱的侵蚀,可适应各种磨削液,磨削成本低,因而目前已成为高效、高精度磨削的 选磨具;钎焊砂轮适于超高速磨削。不同牌号的磨料,因制造工艺不同,其晶体形态、颗粒形状也不同,而具有不同的强度、热稳定性和破碎特性,应根据结合剂种类、磨削工件材料和磨削方式,选择不同的磨料。如用于高效、高精度磨削的陶瓷结合剂金刚石砂轮,可选用高强度和颗粒形状锋利的磨料,如PDA型(人造金刚石品种)及ABN800型(CBN品种)或其他类似性能的牌号。