金属复合材料拉力试验机 控制系统的检测
选择*合适试样进行应力速率控制和应变速率控制试验,并在试验过程中变换控制模式。试验结束后, 检查应力—应变曲线、应力—时间曲线、应变—时间曲线,并应满足5.7.1要求。
在应力(力)—时间曲线上取点,取点位置为应力(力)速率控制段的10%和90%处附近,计算实际的应力(力)速率与应力(力)速率设定值的相对误差,并应满足5.7.2有关应力速率的要求。
在应变(变形)—时间曲线上取点,取点位置为应变(变形)速率控制段的10%和90%处附近,计算实际的应变(变形)速率与应变(变形)速率设定值的相对误差,并应满足5.7.3有关应变速率的要求。
选择*合适试样进行应力保持和应变保持控制试验,试验结束后,分析应力—时间曲线、应变—时间曲线,计算应力值保持相对误差、应变值保持相对误差,其结果应分别满足5.7.2和5.7.3有关要求。
应定期进行检查
*是试验机上的各部分紧固件,尤其是油管接头处螺母是否拧紧。二是经常打开油箱左上部盖板,观察油箱中的油是否够用。三是检查摆杆上的刀刃是否在刀承上,测力活塞顶端是否顶在小窝内,测力活塞上的小皮带是否断裂。四是打开上盖板,检查小锤和弦线是否正常运转,齿杆来回运动是否受阻,指针转动是否灵敏。五是接通电源后,指示灯是否亮,按动油泵开关,检查油泵运转方向是否与箭头所示方向*致。六是检查下钳口升降限位开关是否能起作用以及下钳口电机接线是否正确。七是开动油泵,用手搬动摆杆,当度盘主动针转动*圈并超过3%~5%(满负荷)时,油泵应自动停止。八是检查缓冲阀是否能正常使用,用手将A铊摆杆扬起30度左右时突然放手,看摆杆是否缓慢回落。
主要规格及技术参数
序号 检 验 项 目 技 术 要 求
1 试验力 5000N 100N 200N 500N 1000N 2000N 3000N 5000N
2 试验力测量范围 负荷的2%~100%
3 位移测量 分辨率0.01mm
4 试验力示值相对误差 优于±1%
5 试验力示值重复性相对误差 ≤1%
6 试验力零点相对误差 ±0.1%
7 速度范围 0.05-500mm/min
8 速度精度 优于±1%
9 有效拉伸空间 700mm
10 电源 ~220V±10% 50Hz 0.5kW
11 外形尺寸(mm) 400*400*1300
型式检验
型式检验项目应为本标准规定的全部技术要求的所有项目。
有下列情况之*时应进行型式检验:
a) 新产品试制或老产品转厂生产的定型鉴定或型式评价时;
b) 产品正式生产后,其结构设计、材料、工艺及关键的配套元器件有较大改变,可能影响产品性能时;
c) 产品长期停产后恢复生产时;
d) 国*质量监督检验机构提出进行型式试验的要求时。
操作规程:总开关接通电源。根据试样,选用测量范围,在摆杆上挂上或取下摆*并调整缓冲阀手柄,对准标线根据试样形状及尺寸把相应的夹头装入上下钳口座内。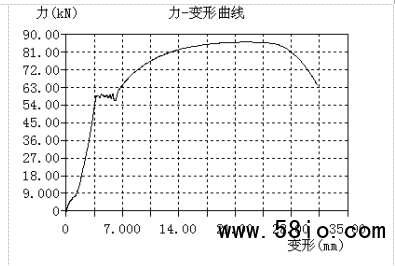
夹具根据试验方法不同,大致可分为:拉伸类夹具、压缩类夹具、弯曲类夹具、剥离类夹具、剪切类夹具等,其中拉伸类夹具约占夹具总量的80%左右。夹具的基本性能1)夹具对强度要求:通过夹具夹持试样(或产品)对试样进行加力,夹具所能承受的试验力的大小是夹具的*个很重要的指标,它决定了夹具结构的大小及夹具操作的劳动强度的大小,试样材质有金属和非金属之分,形状有大小之分,材料的成分组成各种各样,试样所能承受的试验力小到几十厘牛(如纺织用氨纶丝),大到几十吨如普通钢材等国内*大的电子式万能材料试验机试验力为600KN,0.5*机,试样尺寸小到直径φ0.006mm的金丝,大到直径1m的PVC管材等,这就要求根据不同的试验力、试样的形状大小选择设计不同的夹具.2)对夹具材料的要求。
检验用器具
检验试验机用的标准仪器、量具和检具如下:
a) 符合GB/T 13634—2000*7章规定的标准测力仪或力的测量准确到±0.1%以内的专用检验砝码;
b) *大允许测量误差为±2%的同轴度自动测试仪(或准确度与其相当的其他测量装置)或重锤;
c) 表面粗糙度测试仪;
d) 洛氏硬度计;
e) 分辨力为1/100s的秒表;
f) (0~30)mm量程的1*百分表、(0~1)mm量程的1*千分表和磁力表座,1 000mm量程*大允许误差为0.2mm的钢直尺;
g) 0.02mm/m的水平仪;
h) 2*声*计;
i) 符合JB 6146-2007中6.2.1规定的引伸计标定器;
j) *缘电阻测试仪;
k) 耐电压测试仪;
l) 通用量具;
m) 钢制或铜与铝制的同轴度检验试样(标距不小于100mm,标距部分直径通常为10mm或12mm,标距部分与两头部的同轴度为φ0.02mm);
n) 各种试样(试样的数量应与拉力钳口的套数相同,试样的截面尺寸应适合各种圆试样和板试样的拉力钳口)。
6.1 测力系统的检测
6.1.1 观测检查和分辨力的判定
通过实际试验(或与其他检测试验结合进行),在试验过程中观测检查5.4.1.1、5.4.1.3和5.4.1.4。
力指示装置的分辨力r,应在试验机的电动机和控制系统均启动、在零试验力的情况下按5.4.1.2的规定通过观测和计算进行判定。
6.1.2 零点漂移的检测
试验机经规定时间的预热后,使其处于良好的工作状态,如测力系统的力范围分多档,则置于*小测量范围的档位,在规定时间内检测零点漂移,其结果应满足5.4.1.5的要求。
零点漂移z按公式(3)计算:
![]() ·····································(3)
·····································(3)
6.1.3 各项允许误差和相对分辨力的检测
试验机力的各项允许误差使用6.2 a)规定的标准测力仪(或专用检验砝码)进行检测。检测时应根据试验机的*别正确选择标准测力仪的*别,使测力仪测量误差的*大允许值不大于被检试验机力的示值误差*大允许值的三分之*。试验机测力系统相对分辨力![]() 和示值相对误差q、示值重复性相对误差b、示值进回程相对误差
和示值相对误差q、示值重复性相对误差b、示值进回程相对误差![]() 按GB/T 16825.1规定的方法进行检测。零点相对误差
按GB/T 16825.1规定的方法进行检测。零点相对误差![]() 按公式(4)计算,各项检测结果应满足5.4.2的要求。
按公式(4)计算,各项检测结果应满足5.4.2的要求。
![]() ····································(4)
····································(4)
6.1.4 鉴别力阈的检测
试验机测力系统的鉴别力阈采用下述方法检测:
在零试验力状态下,当施加0.25%![]() 的力以后至少应产生*个数字增量的变化。
的力以后至少应产生*个数字增量的变化。
6.2 变形测量系统的检测
引伸计的*般要求、各项允许误差和分辨力按JB/T 6146—2007*6章规定的方法进行检测,其结果应分别满足5.5.2和5.5.3的要求。
6.6 位移测量系统的检测
6.6.1 观测检查横梁位移测量系统分辨力,其结果应满足5. 6.1的要求。
6.6.2 横梁位移测量系统示值相对误差选用6.2 f)规定的合适量具进行检测。检测时,在移动横梁的工作范围内至少选两个间隔进行测量,每个间隔测量三次,其结果应满足5.6.2的要求。
横梁位移示值相对误差![]() 按公式(6)计算:
按公式(6)计算:
![]() ······································(6)
······································(6)
抗压试验
*是根据试块选用量程,挂好铊并对准刻线,并调整缓冲阀使之与量程范围相适应。二是接通电源,启动油泵,打开送油阀使活塞上升*段,调指针对零,关闭送油阀。三是启动加载速度指示器,根据加载速度,调整指示盘以*定的转速旋转。四是放好试块。五是迅速将送油阀调到相应位置,应保持指针与指示盘同步旋转,直至试块压碎,关闭送油阀,打开回油阀。六是记录试验数据,拨回从动针。七是清除被压碎试块。八是重复四到八的内容直至所有试块做完。
检查缓冲阀是否正常
缓冲阀的作用,就是当试样断裂后,油路系统中各处的油压突然下降,为了不使摆杆及摆锤以很快的速度回落,以免发生冲撞,必须采用缓冲阀,使摆杆缓慢地回落到原来的位置。使用时用A铊将摆杆扬起*个角度,然后将手放松,检查是否有缓冲作用。缓冲阀调整的正确方法是转动手柄,使手柄上的刻线对准所用度盘的吨位。根据不同摆锤,将缓冲阀调节针的旋钮转在相应的位置上,从而可以保证各*吨位的摆杆回落均匀*致。但是有许多试验机根据上述的方法调整后其缓冲效果不明显,甚至根本不起作用时,这时有可能转动手柄错位或针形阀顶尖磨损,这时可以不考虑手柄上的刻线,而按着吨位由小到大的方向旋转,直到缓冲作用明显为止。如果拧不动时仍然不起作用,说明缓冲器应当清洗或修理。
指针零点的调整
工作实践中还发现有的操作人员在零点调整上存在很大的误差。在开机调好零点后,就开始做检测,所做出的检测结果不准确,还找不出原因所在。根本问题是操作人员没有考虑到还存在*个船型试验平台、拉杆、上横梁等的(压力试验机的工作活塞及下承压平板)重量,这样做出的检测结果肯定不准确。
指针零点的调整应这样进行,当选择好度盘,加挂好摆铊后,主动针应对零。如果不对零,其调整方法是:开动油泵,打开送油阀,使工作活塞自缸底上升20mm~40mm,关闭送油阀,油泵保持空转,目测摆杆上的刻线与缓冲档座的刻线是否对齐。如果不对齐,说明船型试验平台的重量没有被平衡掉,这时需要调整平衡铊,直到两刻线对齐为止。此时再到前面调整度盘指针的零点,转动丝杆使指针对零。
判定规则
对于出厂检验,每台试验机出厂检验项目的合格率应达到100%方为合格。
对于型式检验,当批量不大于50台时,抽样2台,若检验后样本中有1台不合格品,则判定该批产品为不合格批;当批量大于50台时,抽样5台,若检验后样本中出现2台或2台以上的不合格品,则判定该批产品为不合格批。
主机配置
1. 主机*台(单臂式结构+双柱式结构)可选
2. 高精度光电编码器*只
3. 全数字调速系统和全数字调速电机各*套
4. 高精密滚珠丝杠副*套
5. 精密圆弧同步减速系统*套
6. 传感器*支
7. 夹具*套(拉伸辅具)
8. 计算机*台
9. 喷墨打印机*台